|
We received our first deposit for an EDGY 218/230 F-head today! One down, four to go to commit to production!  Casting has begun for the first run of 23" and 25" EDGY Gen II cylinder heads as well as 23" side covers! Due to the delays, we won't be able to machine them until after Bonneville Speedweek (see previous post). 23" heads are SOLD OUT and there are only FIVE 25" heads remaining. I have added a tab for pre-orders of the next batch of 23" heads, which will be shipped in December 2018. The tab for side covers will be added as soon as they have been inspected for quality. EDGY CYLINDER HEAD SHIPPING UPDATEGood morning! I have had a couple calls and email asking for an estimated shipping date on the cylinder heads.
As I have mentioned before, the single biggest delay in the process has been the fact that we unexpectedly decided to significantly improve the design of the heads. Once we received the patterns from Earl (EDGY), I flew to California to meet with the pattern maker to discuss his recommendations on how we could improve the design. Part of this process was sawing up two existing EDGY heads, as well as two stock factory heads to critically analyze their strengths and weaknesses. The pattern maker at the foundry suggested several improvements to the design of our Gen II design.
Understandably, but also not expected, this delayed the casting, but will result in a markedly improved end product. I spoke with Javier at the foundry in California again this morning. As you may have heard, it has been extraordinarily hot in California. They even had to shut down the foundry for a few days over the past few weeks when the shop reached 139 degrees last week! So, long story short is that we are still pushing hard for an end of July shipping date, but due to the fact that we will be at Bonneville about that time, I think mid-August shipping is more likely. Sorry for any inconvenience. If this poses a problem for you, please let me know at moparmontana@gmail.com. If you've been hesitating to order your 23" or 25" EDGY GEN II cylinder head, we suggest doing so very soon! There are only a few left and the next batch will not be available until late 2018.  We would like to sincerely thank our first ten EDGY cylinder head purchasers; especially the two gentlemen that bought two each! I've been working on this idea for ten years, and we want to thank you for helping get it off the ground. The Dodge Boys have a lot of plans up our sleeves; everything from transmission adapters, repops of vintage intakes, stock-appearing high compression aluminum heads, modern lightweight forged pistons, to complete ready-to-run L-6 "crate motors". Stay tuned, it's going to be a great ride! THANK YOU!  It's go time! The patterns will be at the foundry in California by the end of February & the pour happens in March! Save $200 by pre-ordering now! March 15th is the deadline for pre-orders! Only pre-orders will be individually numbered ie- #4 of 25 Click products>Cylinder Heads>Add to Cart Heads will be shipped no later than July 1, 2018! 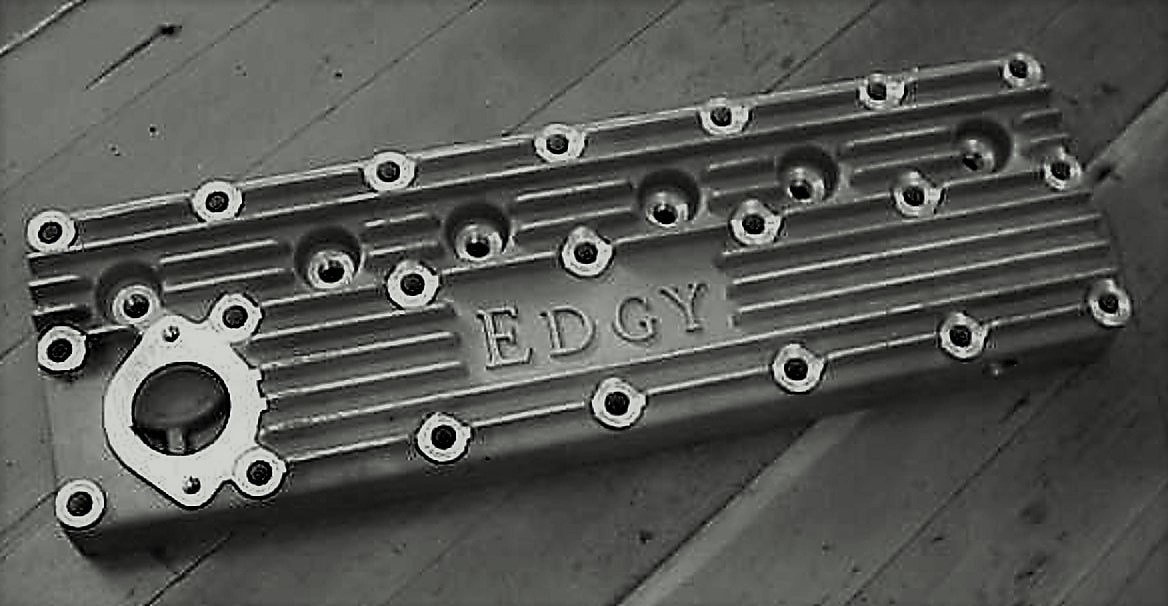 I have two pre-orders for Dodge Brothers four banger heads, so when I take the six cylinder patterns to the Edelbrock foundry later this month, I'm going to take this pattern along as well. This is a probably a one-time only run, so if you're interested, I need to know NOW. Please email me at moparmontana@gmail.com if you are interested. Due to the very small quantity, they won't be inexpensive, and depending on the year of your engine, they may require extensive additional machining for distributor, water neck, fan bracket, etc. The level of bolt-on-ability will be up to you, and priced accordingly. We can provide anything from a raw bare casting to a ready-to-bolt-on head. The design is identical to the Montana Dodge Boys Fast Four Special Bonneville roadster Gen III head, and has been tested on the flow bench and proven on the Salt. Please spread the word and share as this is a one shot deal! Thanks - Pedro - moparmontana@gmail.com News Flash! There has been sufficient interest in EDGY heads for 25" blocks (Chrysler/DeSoto) to commit to casting both 23 and 25 inch heads at the same time. Stay tuned, the website will be updated for pre-ordering this week! 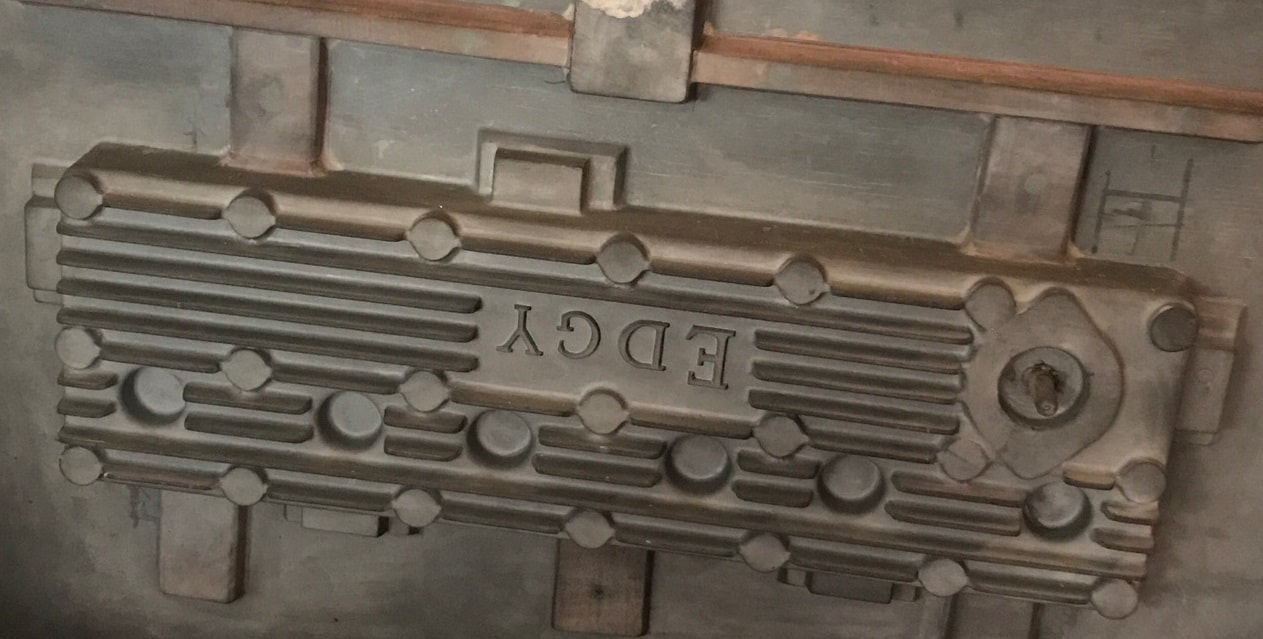 Update on the 230 for the 1933 Dodge Peking to Paris Rally car build!
Tony Smith spent the weekend working on the 230. Here are his notes- It was quite clean inside and in amazing condition overall. There were no signs that the engine had ever been disassembled. The oil pan had a bit of sludge in the bottom as they always do, but unlike most of these old engines that I tear apart it didn't have sludge accumulated everywhere else. Even the oil reservoirs adjacent to the lifters were clean! Here are the details: - Fully disassembled the engine. - Rod and main bearings all showed normal wear patterns. Main thrust bearing surface was good. - Piston wear patterns were centered and normal. - Thermally processed the block, pan, timing cover, front plate, etc. - Bead blasted the main caps and stock main bolts. - Deburred and buffed the main cap mating surfaces and chased the main cap threads in the block. - Checked main caps' fit in the block's registers. All caps fit tightly. - Torqued the main caps on with stock fasteners. - Shotpeened the block. - Hot tanked the crank and rods. - Shotpeened the crank. - "Polished" the rod beams to remove lateral stress risers from the forging die parting line. - Torqued up the rods with the stock rod bolts. - Shotpeened the rods. - Removed the stock rod bolts from the rods and ground the mating surfaces in preparation for resizing the big ends. - Magnafluxed the block, crank, and rods. No cracks found! - Inspected and measured the crank: rod and main journals are standard size with 0.001" wear and very mild grooving/scratching. Thrust surfaces are not worn. Rear main seal surface is good, not grooved by seal. - Inspected and measured the block: cylinders are standard size with 0.003" wear/taper. No gouges or scratches in cylinders. Deck is flat and in good condition. Manifold surface is pitted and will need surfacing. Main bore is straight and within specs. Rear cam bore (the one that doesn't have an insert bearing) shows no signs of wear. No signs of valve seat erosion. No stripped threads in block but there are several broken head and manifold studs that will require drilling out. Lifter bores show no signs of wear. - Inspected the cam. Journals are within specs. Lobes show normal wear patterns. Will be a good core for regrinding. - Inspected the lifters. Faces have normal patterns showing good rotation. No wear on sides. Good cores for regrinding. |