IMPORTANT INFO
INVENTORY
We are currently sold out of heads until mid to late-2022
PAYMENT: PayPal, Credit Cards, Personal & Cashiers Checks upon clearing.
PRICES: Accurate at time of order, but subject to change without notice.
SPECIFICATIONS: Minor improvements are subject to change without notice.
AVAILABILITY: Limited, while supplies last - We only do a casting /machining run only about once a year.
MADE IN THE USA: Our parts are proudly designed, tested, cast and machined in the USA.
INVENTORY
We are currently sold out of heads until mid to late-2022
PAYMENT: PayPal, Credit Cards, Personal & Cashiers Checks upon clearing.
PRICES: Accurate at time of order, but subject to change without notice.
SPECIFICATIONS: Minor improvements are subject to change without notice.
AVAILABILITY: Limited, while supplies last - We only do a casting /machining run only about once a year.
MADE IN THE USA: Our parts are proudly designed, tested, cast and machined in the USA.
WHY BUY A NEW EDGY HEAD?
First off, they're NEW and you know what you're getting; a brand new A356-T6 aluminum casting, made in the USA and CNC machined to precise modern standards.
The problem with old heads is... well, they're old! They may be corroded, warped, stripped, and/or unusable. Our EDGY heads, while vintage in appearance, are truly first-rate castings, designed and CNC'ed to modern specifications, and have almost twenty years of proven research & real-world testing built into them. There are over 150 on the road, without issue.
In addition to raising the compression ratio to 9:1 (factory ratios were as low as 4.6:1!), aluminum heads dissipate heat more efficiently and are less prone to detonation. EDGY's combustion chamber design is also highly refined and has been fine-tuned on the flowbench, tested on the dyno, and proven on the Bonneville Salt Flats.
Here is a vintage Edmunds 230 head. These sixty-year-old+ heads show up on eBay, Craigslist and at swap meets occassionally for about a grand. Note the proximity of the corroded coolant passages to the head gasket fire ring and decide if it's really a value!
First off, they're NEW and you know what you're getting; a brand new A356-T6 aluminum casting, made in the USA and CNC machined to precise modern standards.
The problem with old heads is... well, they're old! They may be corroded, warped, stripped, and/or unusable. Our EDGY heads, while vintage in appearance, are truly first-rate castings, designed and CNC'ed to modern specifications, and have almost twenty years of proven research & real-world testing built into them. There are over 150 on the road, without issue.
In addition to raising the compression ratio to 9:1 (factory ratios were as low as 4.6:1!), aluminum heads dissipate heat more efficiently and are less prone to detonation. EDGY's combustion chamber design is also highly refined and has been fine-tuned on the flowbench, tested on the dyno, and proven on the Bonneville Salt Flats.
Here is a vintage Edmunds 230 head. These sixty-year-old+ heads show up on eBay, Craigslist and at swap meets occassionally for about a grand. Note the proximity of the corroded coolant passages to the head gasket fire ring and decide if it's really a value!

HEAD TORQUE
Your block should ideally be decked to give a smooth flat surface for optimum sealing. Head bolt holes should be chamfered and thread chased with a tap after decking. A modern composition head gasket will give the best results and these are available off-the-shelf from Fel-Pro for 23" and 25" Mopar flathead 6's. Fel-Pro recommends using a sealant on the copper (block) side of the gasket. Vintage double sided copper gaskets require sealant on both sides. A copper spray such as Copper Coat works well. EDGY heads have a very smooth, flat surface for use with modern gaskets. Due to this, no sealant is required on the head side of the Fel-Pro gasket.
Any head fasteners that go into the coolant jacket (ALL of them do on Mopar flathead 6's!) should have a non-hardening PTFE sealant such as ARP or Permatex applied to the threads. Hardened and ground flat washers should be used, and need an ID chamfer if using bolts (chamfer goes up). ARP makes the best ones and are available directly from us. Ensure that the fasteners you are using fully engage the threads in the block. If using ARP studs, the upper threads, and nut/washer faces must be coated with ARP assembly lube.
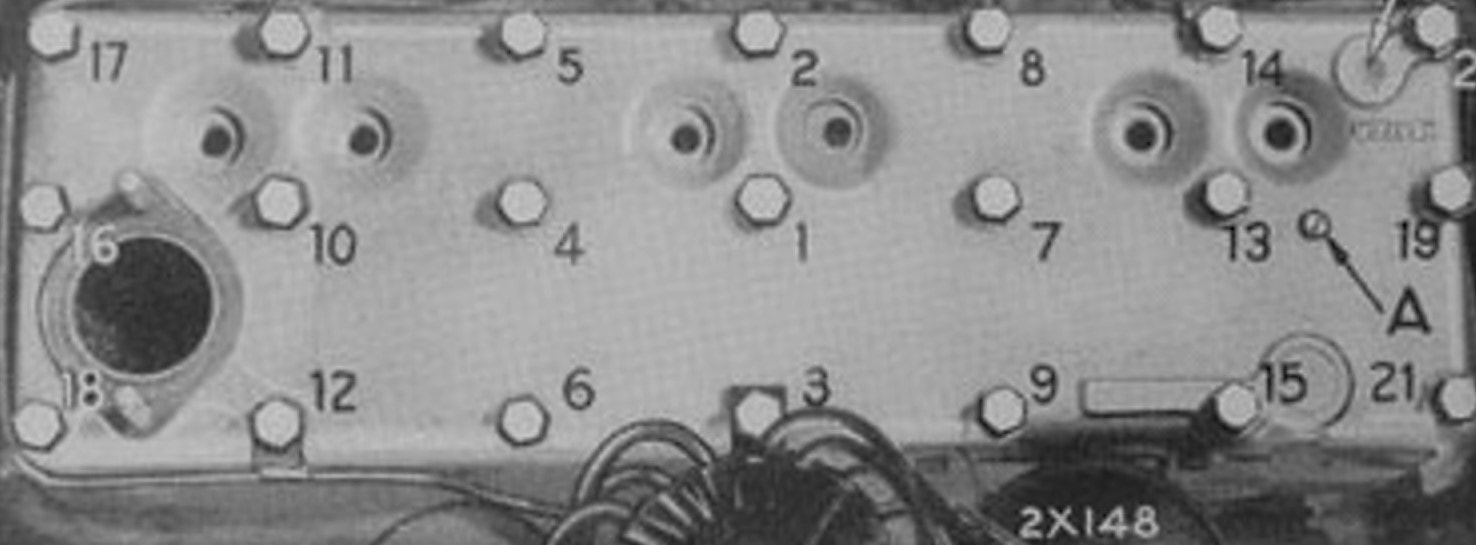
Torquing should be done in three stages following the order on the attached picture. Use of a high quality torque wrench is highly recommended. Torque values for 23" and 25" Mopar flathead 6's are as follows:
First stage: 25 ft-lbs
Second stage: 45 ft-lbs
Third stage torque is fastener dependent:
Stock head bolts: 65-70 ft-lbs (with sealant on the threads, oil underhead and on washer faces)
Stock studs and nuts: 52-57 ft-lbs (sealant on block threads, oil on top threads and nut/washer faces)
ARP studs and nuts: 63 ft-lbs (sealant on block threads, ARP lube on top threads and nut/washer faces)
Run the engine to normal operating temperature and allow it to fully cool over-night before retorquing.
Repeat this procedure at least three times, or until there is no more appreciable take-up on the fasteners.
Your block should ideally be decked to give a smooth flat surface for optimum sealing. Head bolt holes should be chamfered and thread chased with a tap after decking. A modern composition head gasket will give the best results and these are available off-the-shelf from Fel-Pro for 23" and 25" Mopar flathead 6's. Fel-Pro recommends using a sealant on the copper (block) side of the gasket. Vintage double sided copper gaskets require sealant on both sides. A copper spray such as Copper Coat works well. EDGY heads have a very smooth, flat surface for use with modern gaskets. Due to this, no sealant is required on the head side of the Fel-Pro gasket.
Any head fasteners that go into the coolant jacket (ALL of them do on Mopar flathead 6's!) should have a non-hardening PTFE sealant such as ARP or Permatex applied to the threads. Hardened and ground flat washers should be used, and need an ID chamfer if using bolts (chamfer goes up). ARP makes the best ones and are available directly from us. Ensure that the fasteners you are using fully engage the threads in the block. If using ARP studs, the upper threads, and nut/washer faces must be coated with ARP assembly lube.
Torquing should be done in three stages following the order on the attached picture. Use of a high quality torque wrench is highly recommended. Torque values for 23" and 25" Mopar flathead 6's are as follows:
First stage: 25 ft-lbs
Second stage: 45 ft-lbs
Third stage torque is fastener dependent:
Stock head bolts: 65-70 ft-lbs (with sealant on the threads, oil underhead and on washer faces)
Stock studs and nuts: 52-57 ft-lbs (sealant on block threads, oil on top threads and nut/washer faces)
ARP studs and nuts: 63 ft-lbs (sealant on block threads, ARP lube on top threads and nut/washer faces)
Run the engine to normal operating temperature and allow it to fully cool over-night before retorquing.
Repeat this procedure at least three times, or until there is no more appreciable take-up on the fasteners.
Drilling the bypass hole

CAMSHAFT 101
There are many numbers and terms used when describing a camshaft’s design that must be understood when choosing a cam. It’s good to know exactly how each of these specs affects the engine’s performance, but one of the most important is duration, so pay special attention to that one. Compare how the specs change from one example to the other, then refer back to the paragraphs just below to see why one has more duration or lift than the other. While everyone loves to brag about their big cam, the reality is that like, carburetion and burritos, bigger isn't always better!
LIFT: The cam’s basic function is to open the valves. Lift refers to how far the valve is opened (or lifted) off its seat. A vintage flathead street cam will usually have between .375 and .400 inch lift. Generally, more lift can increase power, and increased lift without changing duration increases power without affecting the point of peak power on the rpm band. But, on a flathead too much lift can cause valve to head clearance issues, so the magic is finding a compromise that allows for a small chamber (compression ratio) and adequate lift.
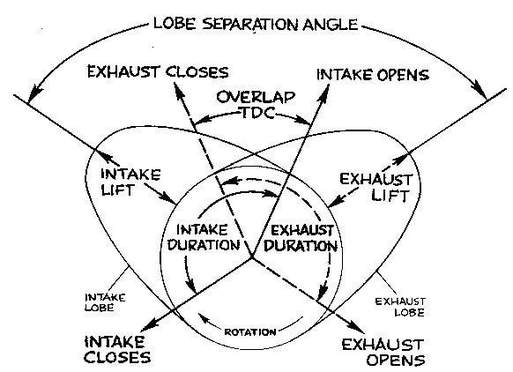
DURATION: Duration is how long the cam holds the valves open. It’s expressed in degrees of crankshaft rotation (remember, the cam rotates at half the speed of the crank). A 260-degree-duration cam holds the valves open longer than a 240-degree-duration cam. Holding the valves open longer allows more air and fuel into the engine and also allows more to get out through the exhaust. Longer duration (higher number) improves top-end power but almost always sacrifices low-end torque. Lower duration improves low-end torque and makes the car idle better, but it limits top-end power, and you can get only so much valve lift with a short duration cam due to the rate-of-lift limitations of the lifter.
The confusing thing about duration is the difference between “advertised” and “at .050-lift” duration. At .050-lift duration is measured from the point where the cam moves the lifter up .050 inch until .050 inch before the lifter is all the way back down. Most cam manufacturers differ in where they start and finish measuring for advertised duration. Some start at .004-inch lift, some at .008-inch and some measure it somewhere in between. That’s why the .050-lift numbers are the best to go by. A 280 cam (advertised duration) from one manufacturer could actually have less at-.050 duration than a 278 cam from another, due to the different points at which the companies measure advertised duration.
LOBE SEPARATION ANGLE: This is the relationship between the centerlines of the intake and exhaust lobes. A 110-degree lobe separation angle means that the peak opening points of the intake and exhaust lobes are 110 degrees apart. This is ground into the cam and can’t be changed without changing cams. Lobe separation angle is another way of expressing overlap, which is the term formerly used by cam manufacturers. Overlap is the amount of time that both valves are open in the same cylinder. When both valves are open at the same time, cylinder pressure drops. A cam with 106 degrees of lobe separation angle will have more overlap and a rougher idle than one with 112 degrees, but it’ll usually make more midrange power.
There are many numbers and terms used when describing a camshaft’s design that must be understood when choosing a cam. It’s good to know exactly how each of these specs affects the engine’s performance, but one of the most important is duration, so pay special attention to that one. Compare how the specs change from one example to the other, then refer back to the paragraphs just below to see why one has more duration or lift than the other. While everyone loves to brag about their big cam, the reality is that like, carburetion and burritos, bigger isn't always better!
LIFT: The cam’s basic function is to open the valves. Lift refers to how far the valve is opened (or lifted) off its seat. A vintage flathead street cam will usually have between .375 and .400 inch lift. Generally, more lift can increase power, and increased lift without changing duration increases power without affecting the point of peak power on the rpm band. But, on a flathead too much lift can cause valve to head clearance issues, so the magic is finding a compromise that allows for a small chamber (compression ratio) and adequate lift.
DURATION: Duration is how long the cam holds the valves open. It’s expressed in degrees of crankshaft rotation (remember, the cam rotates at half the speed of the crank). A 260-degree-duration cam holds the valves open longer than a 240-degree-duration cam. Holding the valves open longer allows more air and fuel into the engine and also allows more to get out through the exhaust. Longer duration (higher number) improves top-end power but almost always sacrifices low-end torque. Lower duration improves low-end torque and makes the car idle better, but it limits top-end power, and you can get only so much valve lift with a short duration cam due to the rate-of-lift limitations of the lifter.
The confusing thing about duration is the difference between “advertised” and “at .050-lift” duration. At .050-lift duration is measured from the point where the cam moves the lifter up .050 inch until .050 inch before the lifter is all the way back down. Most cam manufacturers differ in where they start and finish measuring for advertised duration. Some start at .004-inch lift, some at .008-inch and some measure it somewhere in between. That’s why the .050-lift numbers are the best to go by. A 280 cam (advertised duration) from one manufacturer could actually have less at-.050 duration than a 278 cam from another, due to the different points at which the companies measure advertised duration.
LOBE SEPARATION ANGLE: This is the relationship between the centerlines of the intake and exhaust lobes. A 110-degree lobe separation angle means that the peak opening points of the intake and exhaust lobes are 110 degrees apart. This is ground into the cam and can’t be changed without changing cams. Lobe separation angle is another way of expressing overlap, which is the term formerly used by cam manufacturers. Overlap is the amount of time that both valves are open in the same cylinder. When both valves are open at the same time, cylinder pressure drops. A cam with 106 degrees of lobe separation angle will have more overlap and a rougher idle than one with 112 degrees, but it’ll usually make more midrange power.
