 Greeting hotrodders,
In order to simplify the camshaft ordering process, we have revised the procedure. No need to click or buy anything off our page, please just follow the new instructions below. -Thank you! ORDERING INSTRUCTIONS-
What will probably be the final (at least for the foreseeable future) batch of twenty-four EDGY 23" heads has been cast. They still need to be heat treated and shotpeened before I can pick them up at the foundry in L.A. I hope to be able to do so by the end of the month. They will still need to be machined and surfaced, but I still anticipate them being ready for sale by the end of December, just in time for Santa. I am not accepting pre-orders because it is inevitable that some of the castings have porosity issues that cannot be discovered until machined, at which point the bad castings are returned to the foundry for credit, meaning the final number will most-likely be less than the 24 cast. Please stay posted to the website and/or Facebook page for updates. Thank you, Pedro   Unfortunately, most of the last batch of heads that were cast had some minor porosity issues. The problem is that these flaws do not appear until the final surfacing hone, right when we expect to ship them!
While I suppose many wouldn't sweat it, it's a big deal to us, so we returned thirteen heads to the foundry for replacement. I've met with the foundry twice, as well as a third party casting expert to try to identify the problem. We determined that since it occurred at the point of greatest density, the location of the vents on the pattern was the culprit. The pattern has now been modified to place the vents over the areas of highest density, which will allow access to draw to more molten aluminum as the head cools and shrinks. We are confident that this will fully address the issue. What does this mean to you? Well, it means that if you haven't received your pre-ordered 23 or 25" head yet, you will have to patiently wait until mid-November. If you cannot wait that long, please feel free to email me at moparmontana@gmail.com and I will kindly refund your payment. I have also removed the ability to pre-order until we receive the new heads and are 100 percent confident that the problem has been solved. Our apologies for the inconvenience, but providing the highest-quality, 100% USA designed, cast, and machined pure-ingot A356, small-batch cast parts isn't always a walk in the park. If it were easy... I sent an email to everyone who ordered a cylinder head asking to confirm their shipping information and to get a phone number. Unfortunately, several of these emails bounced back to me as invalid addresses. If you ordered and paid for a 23 or 25" cylinder head, please email the following to - moparmontana@gmail.com Head 23 or 25" and quantity Name Home or Business? Address Phone Number All US orders will go out FedEx Ground. All International orders will be shipped USPS. I will send you a return an email with the shipping fee. I have ordered 25 more 23" heads that will be available June of 2019 (please note that I've learned my lesson about how long this actually takes). Merry Christmas, Happy Holidays, and Cheers to a wonderful New Year!  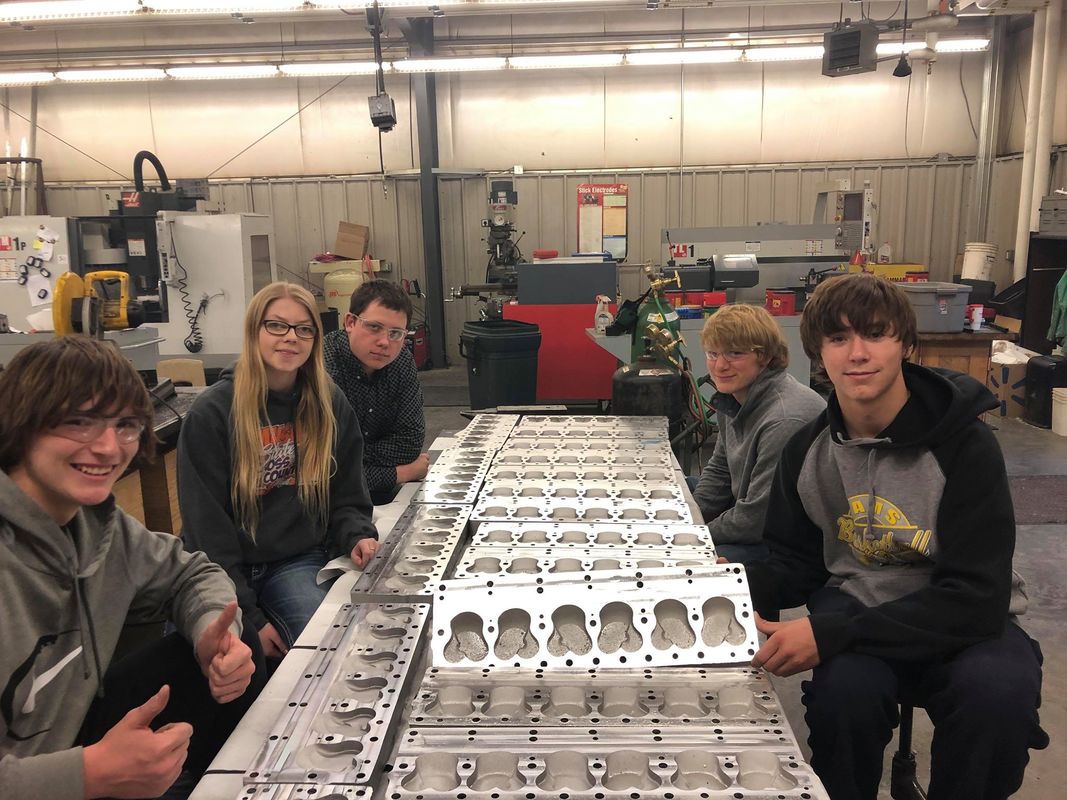 What am I most Thankful for today? It might quite possibly be the same thing you are! I'm happy to announce that all of the heads have had the deck-side CNC machined by the high school shop students of the SkillsUSA program in Winnett, Montana. The top sides, spark plug holes and threads, and stud bosses are being machined starting this week. This process will take less time than the initial one because the heads can now be easily located off the stud holes, whereas machining the gasket side required tedious indexing, especially in a learning environment, and where a single mistake was not an option! The heads will then travel from Winnett to Bozeman where the bottom will finish surfaced at our local machine shop, Engine Machine and Supply by our own Tony Smith. We sincerely hope the first of them will be shipped by the 7th of December. I appreciate your patience. I realize from afar it seems like one excuse after another. It has unfortunately just been a very steep learning curve from start to finish – from unexpected problems with the patterns that required extensive (and expensive) modifications, to delays and communication issues with the foundry, to spooling up the high school students, as well as their instructor on their first HAAS CNC. That being said, we are very happy with the finished product, and the prototype is already up and running. For those of you who pre-ordered, I will be sending out an email through PayPal to verify your shipping address soon. I will have another batch of fifteen EDGY cast for next year, but I will not list them for sale until they are ready to ship! Side covers will be available soon, and the EFI intake is being drafted by the pattern maker as we speak. Again, my apologies and thank you for your patience! Happy Thanksgiving, Pete  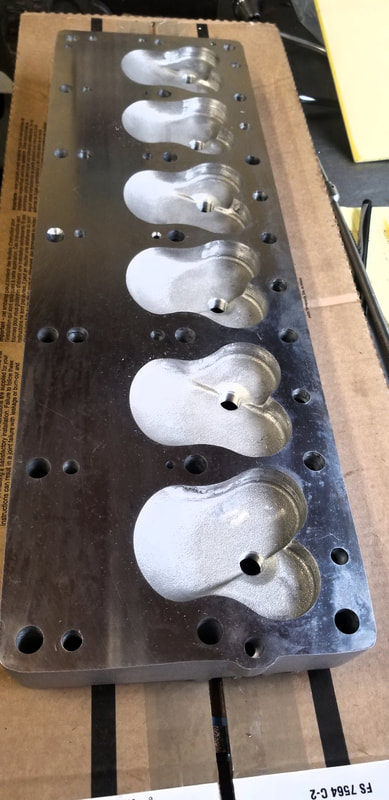  We are very close! We test machined our first Gen II EDGY head. We're very pleased with the quality, accuracy, flatness, and density of the casting. Those measurements will now be used to make the CAD files to machine the remainder of the heads. Our goal of shipping by the end of this month still seems to be realistic. Again, our sincerest apologies for the delay. Fortunately the improvements we made to the patterns for the Gen II head will be worth the wait!
They're here! Hopefully, this will be my last apology for delays on your cylinder head! The heads arrived from the foundry at the end of last week. We will be machining a couple of both the 23 and 25" to finalize the CAD files and CC the combustion chambers and then the CNC machining can begin. Id all goes as planned, your head will be shipped soon! Again, thank you for your patience!   Cylinder head update.
Good morning, I have been diligently attempting to get a straight answer from the foundry regarding the shipment of my EDGY heads. Here is this mornings daily correspondence to the foundry: "I must respond to some customer emails today. Please let me know if the heads were shipped Friday as promised and if not, when they will." Theoretically, the heads shipped to us for machining last Friday. Unfortunately, this was the eighth straight week of being told the same thing. I am learning from friends that this is a "normal" problem with being a small fish customer but it is annoying for us all nonetheless. If, for some reason the delay has caused you to no longer need the head, please let me know via email and I will refund your purchase. I would love to be able to give you a definitive shipping date, but I can no longer believe the foundry when they say, "They'll be shipping this week." The fact that we will need four weeks to machine every head has not changed, nor has the fact that we are going to expedite those who have told us they need them ASAP. I will personally respond to individual emails today as well. My sincerest apologies, Pete THE FOLLOWING IS VERBETIM FROM THE FOUNDRY AS OF 8/16/18"Good morning the head came back from heat treat and I'm working on them now this is a bigger job then I thought but I'm working on them so I can get them out to you! After the welding of core prints I need to send them to shotblast and then I will be able to ship them To you! It's taking longer because after T4 they have to sit and stabilize for 48 hours then we have to go into T6 so it took longer than expected just as well but it is a process we must do for the longevity of the part. I'm hoping to have them all welded by Monday I will be working through the weekend so I can get them done I will send them to shot blast soon as I get them they'll be on their way I'm sorry for the delay and think you have any questions feel free to call." Our sincerest apologies for the additional delay. We will expedite machining and shipping as soon as they arrive!
Good morning, I spoke with the foundry yesterday to get an update. The core prints (the openings in the side of the head where the rods suspend the core during casting) have been welded, and the heads are getting heat-treated this weekend. The heads will get shipped to Montana next week. Our machinist will be at Bonneville with us, so machining will begin on 8/18. I know a few of you are in a big hurry due to your machine shop's deadline, so send me an email (moparmontana@gmail.com) if it is imperative that you receive yours ASAP. Don't be selfish if you can wait an extra week or two.
|
